|
|
People Behind The Scenes
My 41 year career working at
the Chrysler Engineering Centers
by Ed Poplawski
|
|
|
|
I started at Chrysler engineering on March
23, 1966 and was hired to work in the Engine Performance
and Endurance Testing area. My first 2 weeks were in the
Endurance Testing area where there were 5 test cells each
with 2 engines in each cell running 24 hours a day. My
job was to take hourly readings on all the engines running
and to perform periodic maintenance on them like oil changes,
etc. We also did tests on the engines to evaluate their
performance like Nitro checks (where you pumped large
amounts of nitrogen into each cylinder through the spark
plug hole and look for air bubbles in the coolant system
to check for leaking head gaskets), Compression checks,
putting purple dye in the coolant and checking the outside
of the engine with a black light to look for water leaks.
Every so many hours you would shut the engine down and
pull the oil pan to do a bearing inspection, pull the
heads to check the valves and valve seat wear, and do
a carbon cleaning of the combustion chambers and piston
tops. The reason for this was because back then we used
leaded gas and there would be build-up on these parts
and we would clean these parts so the engine would run
at peak performance. We also replaced gaskets or bearings
or piston rings or pistons or valve train components like
springs and rocker arms, or any other parts of the engine
at periodic intervals to determine wear and endurance
of these parts. This went on 24 hours a day, 7 days a
week, 365 days a year. Next, I was assigned to a Performance
Engine dyno test cell where there is one operator in a
cell with one engine and one dyno. I worked in various
Performance / Race test cells for the next 24 years and
worked on many and varied engine programs. For example,
Australian Six (which is the very first engine I broke
doing WOT power testing), 440-6bbl, 340-6 bbl, Thermoquad
development for the 340, NASCAR and NHRA race engine development
like the 355” race engines, Pro-gas 288” drag
engines, Road Runner 383”, Street Hemi development
and Ball-Stud Hemi development (400” & 444”),W-2
cylinder head development, Variable venturi carburetors,
Super Six, 2.2L & 2.5L Turbo 1 &II, 4-valve Lotus
and Maserati head development, and Single cylinder engine
development. I also spent 3 years in the Air Flow lab
developing and evaluating various cylinder head and port
designs for our engines like the “fast burn“
combustion chamber.
|
|
CLICK ON IMAGES TO ENLARGE
|
|
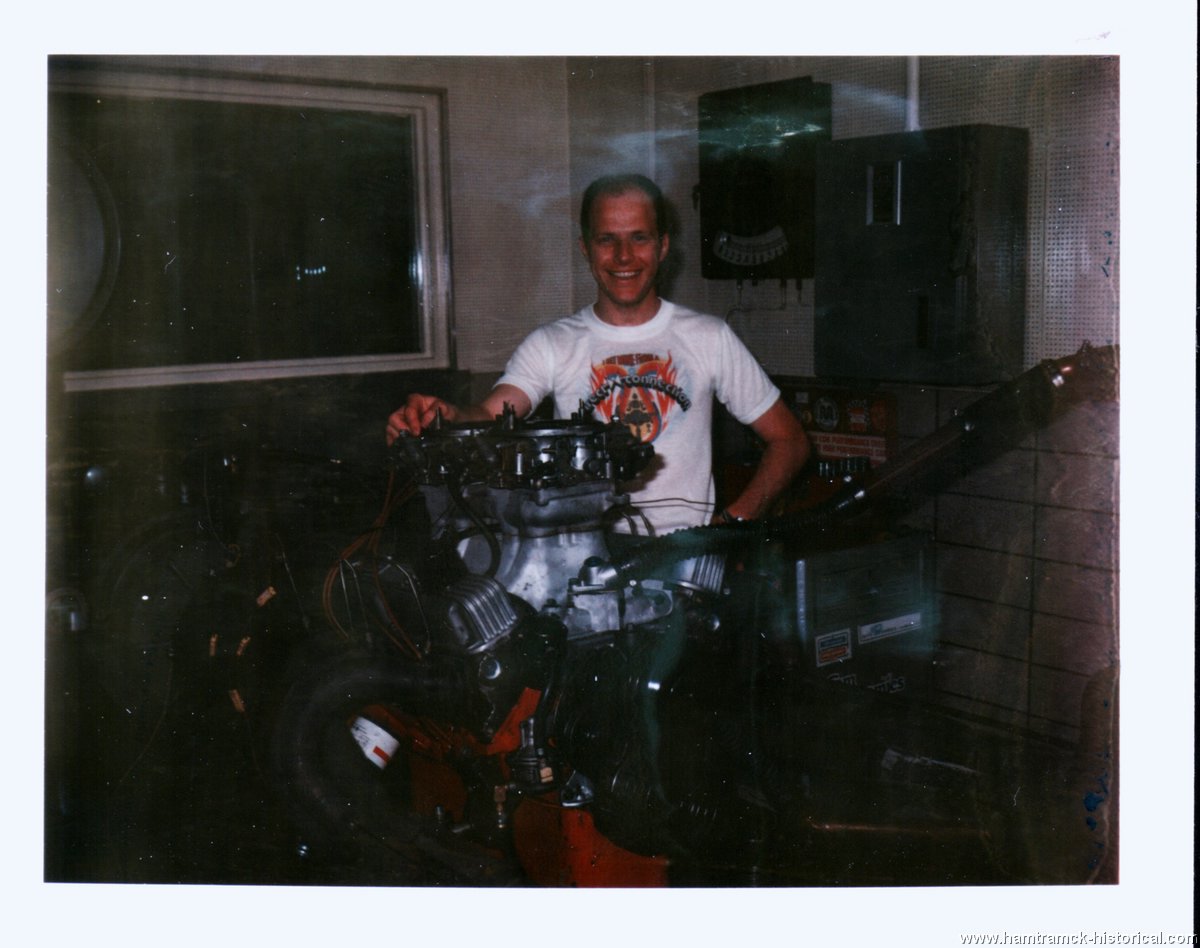
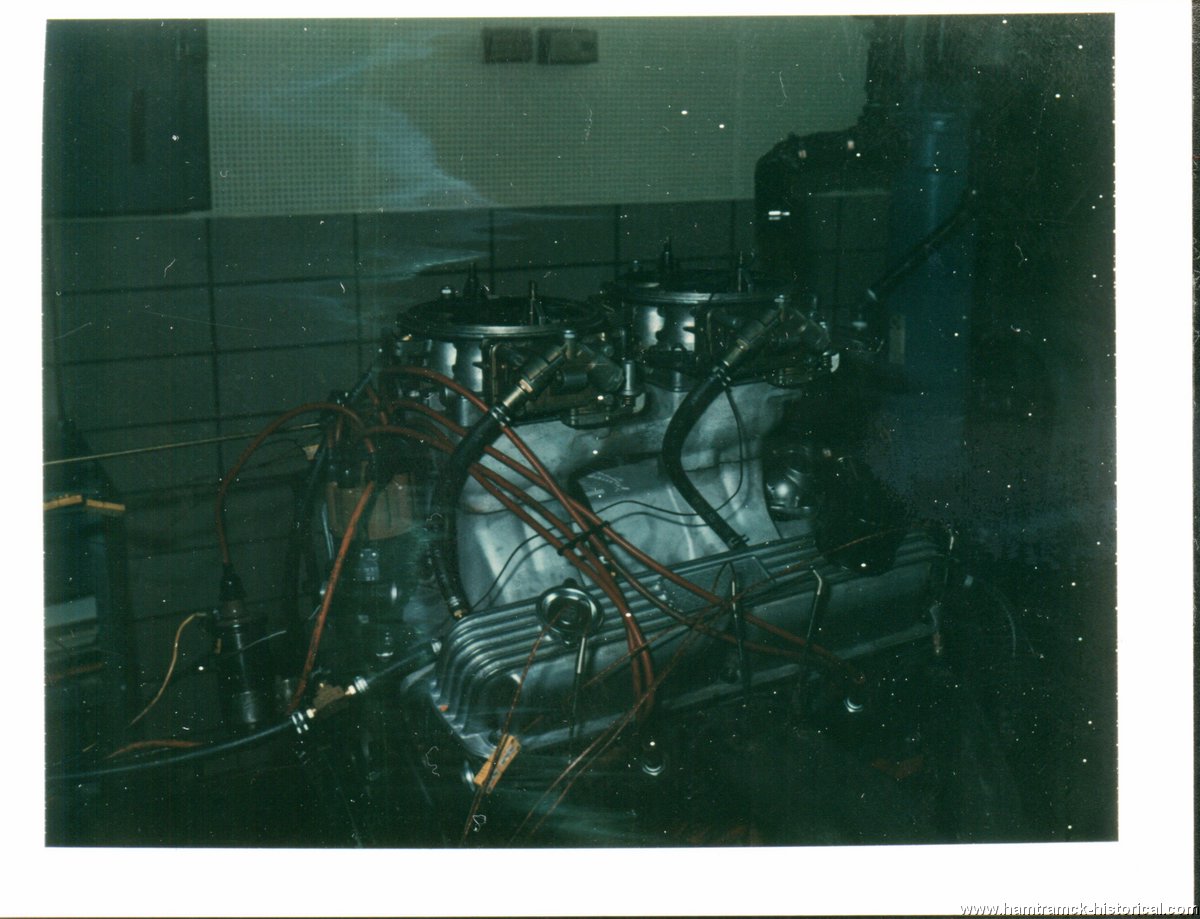
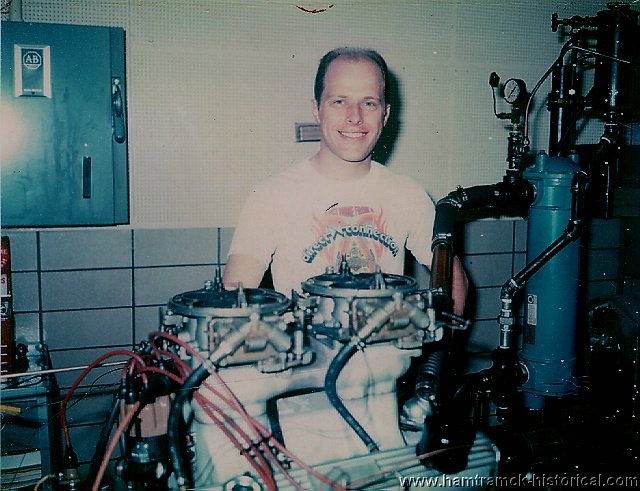
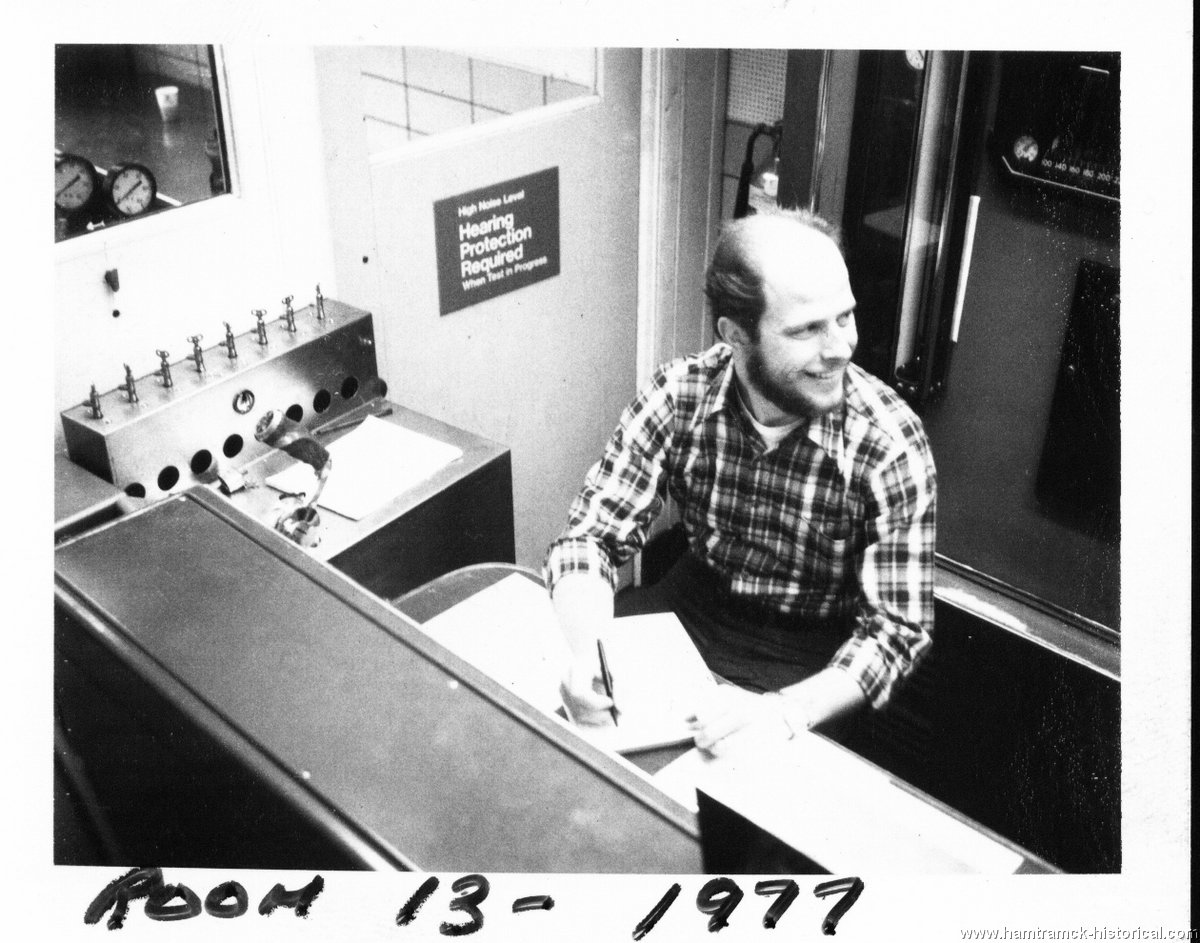
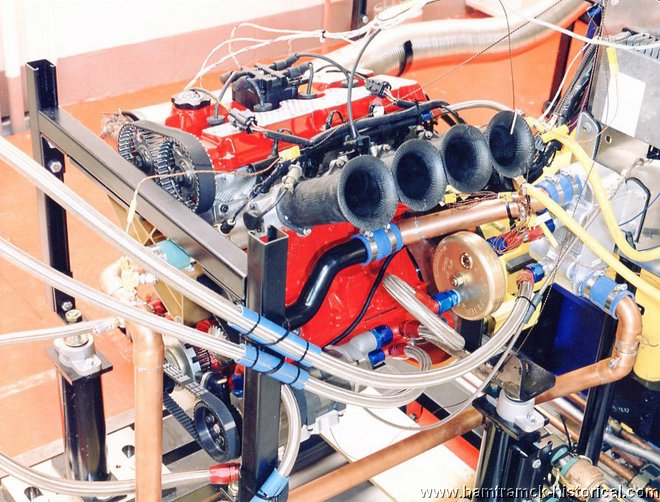
The black & white one photo is taken in Room 13 before
I ran a WOT power check. The 3 colored ones are of me in
Room 7A. The engine is an 8-bbl 288 cubic inch Pro-Gas
drag motor. We ran WOT power runs with this engine from
6400 10,000 rpm, taking readings every 400 rpm. Those
were great days.
|

Room 7A

Room 7A

Room 7A

Room 13
Chrysler I.D. badge

Chrysler I.D. badge

Lab coat patch
The LCP Engineering sign was on
the window entering our suite at CTC on the 3rd floor.
We were attached to Large Car Platform since we were
racing the Intrepid which was a Large Car Platform vehicle.

Chrysler enamel stick pins - The
"JA" pin was for the Cirrus Stratus program which was
the program I.D. The LH Team was for the original Intrepid
and Chrysler back in the early 1990s, the Chrysler 300M
was obviously for that program, the 7 Year 70,000
mile pin is obvious, the Ram Truck pin was for the Truck
Racing program when we got back into NASCAR in 1995, and
then there is the new Chrysler logo pin.

Here is the memento we got when
we moved into the new Chrysler Technical Center in 1991.
A piece of the granite is enclosed in a plastic container
hooked to a key chain.
DaimlerChrysler badge
|
Performance testing was different than Endurance testing
in that you were trying to optimize the actual performance
of the engine as far as torque and horsepower and fuel
economy and spark advance. You were trying to get the
most bang for the buck. We would try all sorts of new
parts like modified intake and exhaust manifolds, changing
the camshaft or camshaft timing or the camshaft events,
various spark plugs, different cylinder head port and
combustion chamber designs, additional carburetors and
different type and sizes of exhaust systems, change the
jetting of the carburetors, use different spark advances
and air cleaners and air filters, different ratios of
water pump pulleys, windage trays, etc.
The engines were instrumented with thermocouples in each
port of the exhaust manifold to measure exhaust gas temperatures,
stainless steel sampling tubes were also installed in
each exhaust port to sample the exhaust gas itself to
determine the fuel / air ratio of the engine and the emissions
of the engine, a 6” deeper oil pan was installed
so that the performance would not be affected by the windage
in the crankcase, thermocouples were also installed in
the air cleaner inlet and in other places of the engine
depending on the type of data we were looking for. Testing
involved either part throttle or wide open throttle tests
starting at 800 rpm and going up to 6000 rpm depending
on the type of engine we were running, taking all of our
readings at 400 rpm intervals. We would read torque, horsepower,
spark advance, oil and water temperature, air temperature,
fuel flow, exhaust gas temperatures, fuel / air ratios,
air flow, vacuum in the intake manifold, etc. At the end
of the test we would bring the engine back down to 800
rpm, shut off the fuel and the spark, and go back up through
the speed range with the throttle wide open and measure
the friction at each speed. After the test the test engineer
would calculate and plot the data and talk with his manager
and they would plan the next changes to be done to the
engine. Then I would perform those changes and we would
repeat the process over and over again until we got the
performance we were looking for.
Up until the mid 1970’s when OSHA was created by
Congress to monitor health and safety issues, the dyno
operator and test engineer were in the test cell with
the engine 6 feet away running at speeds up to 6000 rpm
with no protection whatsoever except for ear muffs. The
exhaust systems would be red hot, the noise was unbelievable,
and when parts and pieces of the engine broke it was all
men for themselves as we dodged them and got out of the
cell. And this was an everyday occurrence. After OSHA
came into existence 6’’ thick walls with bullet
proof glass and sound deadener were installed between
the operator and the dyno/engine for their safety and
protection. What an improvement that was! However, the
test cells which were used for full race engine development
always had a steel wall and bulletproof glass between
the engines and the operators because the speeds we tested
at were much higher (up to 10,000 rpm) and when an engine
broke usually the damage was extensive to the engine and
in some cases fires would break out. All the test cells
had CO2 fire extinguishers in the ceilings to put out
any fires that would occur. Many times when a crankshaft
broke it would fall downward and literally rip the oil
pan off the engine and all the oil would splash everywhere
and usually cause a fire. Connecting rods breaking were
also interesting because many times the rod would jam
itself between the bottom of the piston and the crank
and the engine would come to an immediate and abrupt stop.
Now that was entertaining!!!
|
Part 2
On a hot sweaty day in July, 1990 I was under a 3.2L engine
checking the bearings when an old friend and ex race dyno
guy and drag racer, Ted Flack, came into my test cell
and asked if I wanted to go upstairs and work for him
at a nice, clean, cool desk. Ted was the Manager of the
Prototype Engine Build and Procurement area. I couldn’t
say “YES” fast enough and I started my second
career at Chrysler the following Monday. He wanted me
to handle the procurement of all prototype engine parts
for our future engines. This job would continue until
May 31, 2007 (17 years) when I retired.

On Labor Day weekend 1992, we moved from the Engineering
Center in Highland Park, Michigan to the new Chrysler
Technical Center (CTC) in Auburn Hills, Michigan. What
a palace!!

The first program I worked on was the new 3.5L engine
for the LH car. This was to be followed by the 3.2L, and
the 2.7L engine. When I speak of prototype engines I am
referring to the very first engines built of a new engine
program. All the parts were procured from specialized
shops and not from production suppliers as the quantities
were very low. For example the first phase and the second
phase might only be 25 or 50 engines which was followed
by the final phase of around 200 engines. These engines
were used strictly for dyno testing and in-car testing
to verify the design, performance, and endurance of the
particular engine. This part of the program lasted around
1 year until all the bugs are worked out and this gives
the production plants time to install the new equipment
to produce these engines. Then we also use some of the
very first production engines built on the line for final
validation before the engine goes into high volume production.
Around 1996 a new racing series was started in the United
States called “Touring Car Racing”. This series
is and was very popular in Europe and involved sedan racing
on road courses. Management decided to get involved in
this and we had 2 cars built in house (Dodge Stratus)
and we did the engine development in house also using
our 2.0L engine. I was responsible for procuring all the
parts needed to do this. This series lasted only about
2 years and really never caught on here. Dodge won the
1997 Championship with David Donohue driving.

The following year (1995) Dodge got involved in the new
NASCAR Craftsman Truck Racing series and this was the
beginning of our return to full time NASCAR racing in
2001. In the summer of 1999 the Race Engine Group was
resurrected with Ted as the Manager , I did Procurement
of all parts, Dave Eovaldi was brought on for camshaft
and valve train development, Neil Loughlin for cylinder
block and structure development, Pat Baer did intake manifold
and cylinder head design and development, Dave James was
our Chief designer, and Rudy Sayn did what ever else there
was to do to get an engine designed. We had a design finalized
by December 1999 and we had our first engine running in
May 2000 down at Everham’s race shop. This engine
was the R5/P7. R5 designating the block design and P7
the head design. Eventually, besides handling all the
engine parts I was responsible for many of the body parts
and panels, fasteners, contracts for additional support
for the teams, and other miscellaneous parts needed to
go full time racing. Right before I retired we were working
on the next version of our 355” NASCAR race engine
which was designated the R6/P8. We had a warehouse down
in Charlotte, North Carolina to store all these parts.
Had the chance to go to some of the races, meet the drivers,
and in general had a great time (and they paid you for
this too!!).
|
|
CLICK ON IMAGES TO ENLARGE
|

Work Area 1/5

Work Area 2/5

Work Area 3/5

Work Area 4/5

Work Area 5/5

Left to right: Ed Poplawski, Kent
Wallace, Neil Loughlin, Pat Baer, Dave James, Rudy Sayn,
Dave Eovaldi

Left to right clockwise: Ed Poplawski,
Pat Baer, Neil Loughlin, Roger Doll, Ted Flack, Dave James,
Dave Eovaldi, Alona Pehrson, Rudy Sayn, and Barbara McNeil
in the middle

Ed's 35th Anniversary

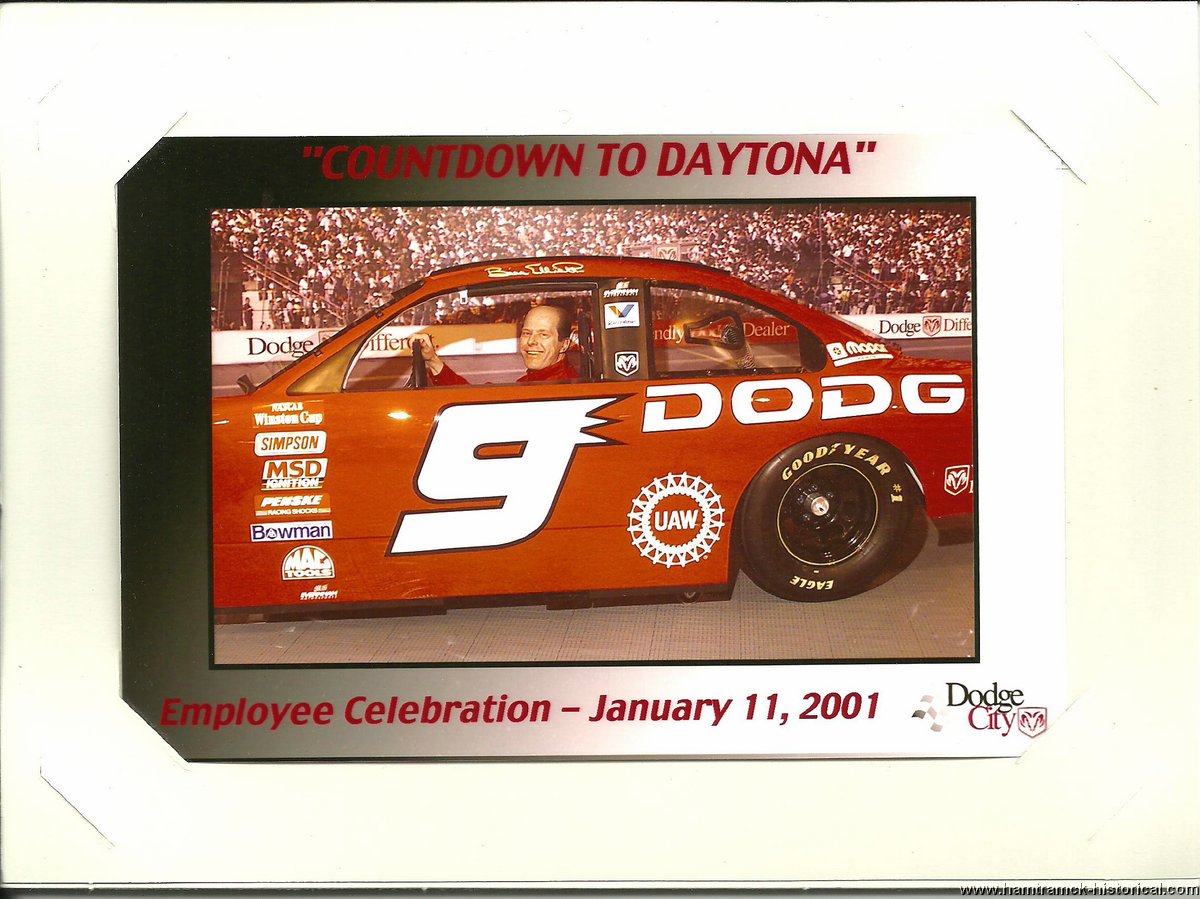
Countdown to Daytona

Ed Petty :-)

Business Card

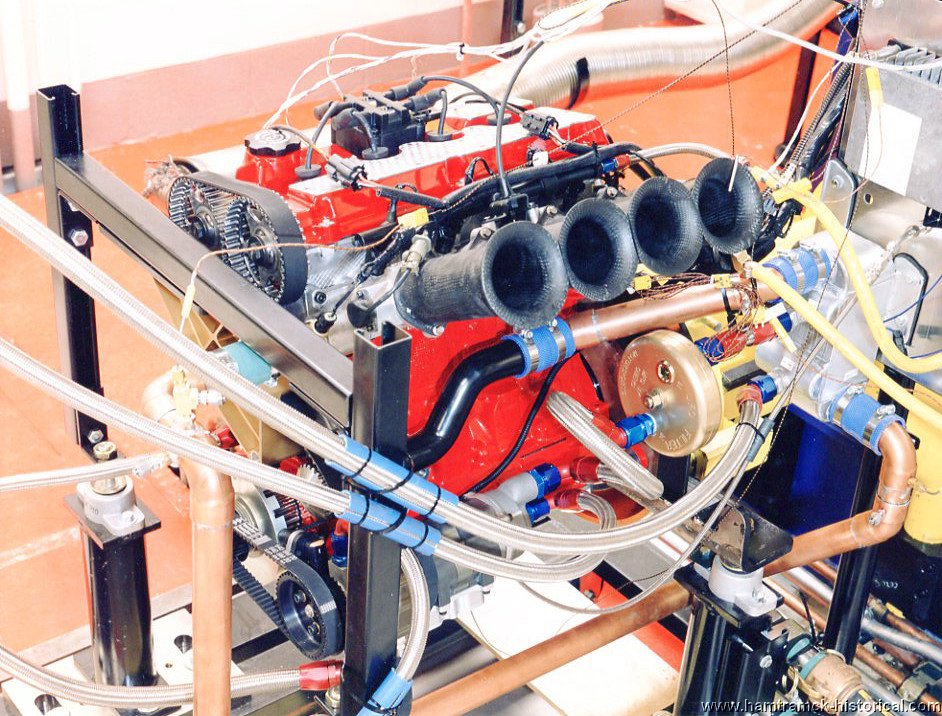
Kimble

R5P7 cutaway

Arrington race shop: Left to Right:
Ray Richards, Joey Arrington, Ted Flack, Kyle Petty, Alona
Pehrson, Richard Petty, Ed Poplawski, Roger Doll

Petty engine shop: Left to Right:
Ed Poplawski, Maurice Petty, Alona Pehrson, Richie Petty
Petty Racing Experience

Richard Petty Museum

Chicagoland Race Track
|
|
|
|
CLICK ON IMAGES TO ENLARGE
|

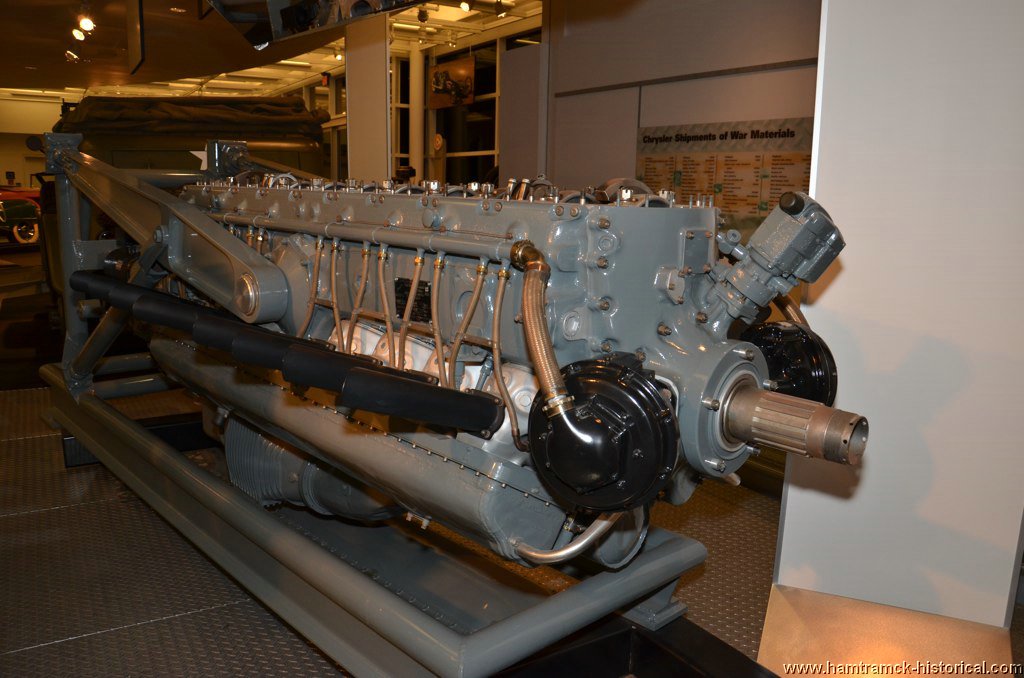
CTC Museum Engine Dedication
Left to Right: Ray Evernham, Floyd Allen, Ted Flack, Rudy
Sayn, Dave Eovaldi, Pat Baer, Ed Poplawski
Outstanding Contribution to the
P7 Project and 2001 Dodge Manufacturer's Championship

Engine Builder of the Year - 1st
Place
40 Year Plaque
|
DaimlerChrysler Retirement Badge

Retirement Party
|
Updated information from
Ed on The John Wehrly Album
|

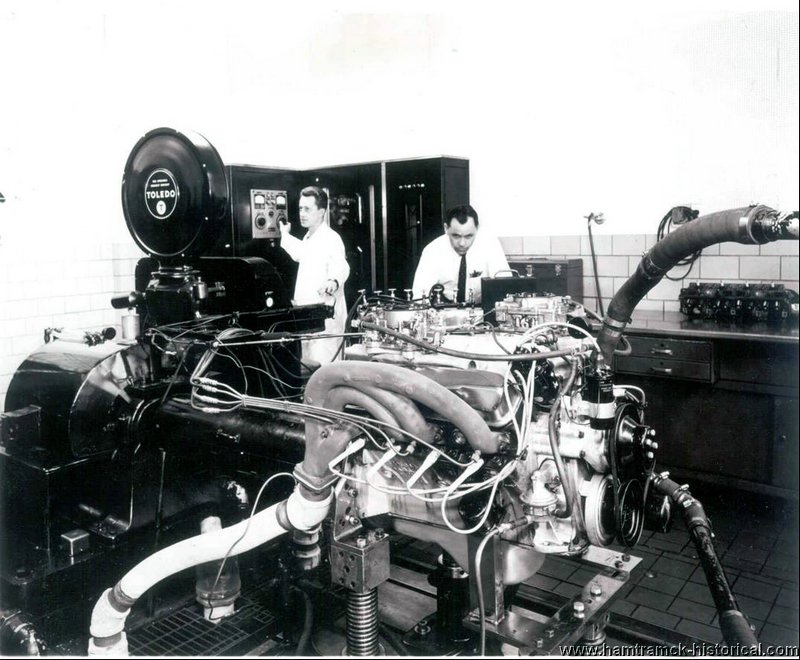
"This picture from The John Wehrly
Album shows Ken Heatlie at the controls of the dyno and
Bob Lechner, the test engineer looking on. This photo was
taken in Room 40, Building 136 of the Chrysler Engineering
Center in Highland Park, Michigan where they were running
a Max-Wedge engine. This is a staged photo as the engine
is clearly not running. Also if a test was being done both
would have ear protection on. Up until mid 1970's, except
for the full race rooms, the dyno operators and the engineers
would be in the room while running the test with no protection
for them. Running WOT tests up to 6000 rpm with the exhaust
manifolds red hot was a common everyday thing. A driveshaft
connected the engine to the dyno and the driveshaft was
surrounded by a 1/4" steel guard. If there was an engine
failure it was all men for themselves to get out of the
room. As we used to say "feet don't fail me now". You can
see the stainless steel exhaust sampling tubes coming out
of the exhaust manifolds and going to the Cambridge Analyzer
where the engineer is writing down the fuel/air ratios."
- Ed Poplawski
|
|
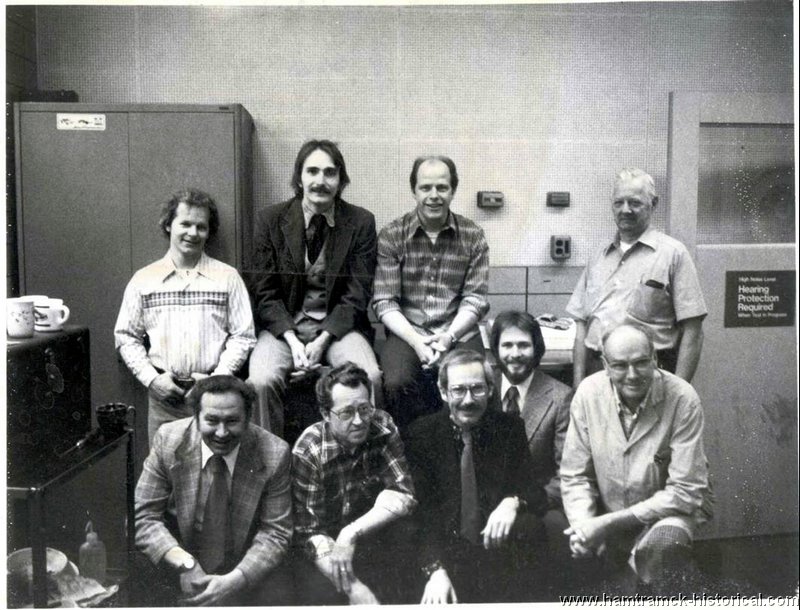
"1978 Chrysler Race Engine Group:
Left to Right back row: Bob Zeimis, Jim Broske, Ed Poplawski,
Pete Wright
Left to Right front row: Al Nichols, Ken Heatlie, John Wehrly,
Jim Robertson, Bob Patterson" - Ed Poplawski
|
|
|